

30番台のマシニングセンタ(小〜中物部品の加工で使われるクラス)は、量産から多品種少量まで幅広い現場で稼働しています。一方で、自動化・省人化を進めようとすると「ロボットを付ければ回るはず」が、思ったより安定しないケースも少なくありません。停止要因になりやすいのは、ロボットの可搬や精度ではなく、ワーク供給の詰まりと段取り(治具・品種切替)の負荷です。本記事では、ワークストッカ×協働ロボットという組み合わせで、30番台MCの自動化・省人化を現実的に前進させる考え方と構成例、導入のポイントを解説します。
30番台MCの自動化が止まる“本当の理由”
30番台MCの自動化で、現場が苦労しやすいのは次のような状況です。
- 供給が追いつかず、機械がワーク待ちになる
- 払出や検査が追いつかず、置き場がなくて止まる
- 品種切替や治具交換で人が必要になり、結局張り付きになる
つまり、ロボットを導入しても「加工機を止めない仕組み(前後の詰まり対策)」と「段取りの設計」ができていないと、自動化は安定しにくいということです。
解決策は「ワークストッカ×協働ロボット」の役割分担
ワークストッカ:工程を止めないバッファ(供給安定)
ワークストッカは、単なる棚ではありません。自動化においては、工程間の「待ち行列(バッファ)」をつくり、ばらつきを吸収する役割を持ちます。
- 前工程の遅れ、段取り遅れなどの供給ばらつきを吸収する
- 検査待ち、箱替え、洗浄待ちなどの払出ばらつきを吸収する
- 夜間に「止まる理由」を減らし、稼働率を上げやすくする
協働ロボットの高度化より先に、ストッカで全体稼働を安定させるほうが成果が出やすいケースも多いです。
協働ロボット:段取り作業の置き換え(搬送・着脱・計測)
協働ロボットは、産業用ロボットほどの速度や剛性が不要な領域でも、人が行っている“繰り返し作業”を置き換えやすい点が強みです。代表的には以下が対象になります。
- ストッカ→MCの投入、MC→ストッカへの払出
- チャック/治具へのワーク着脱補助
- 簡易測定(ゲージ・測長・外観の一次チェック)
- 印字・刻印・洗浄工程への受け渡し
ポイントは「人がやっているが、技能依存が強すぎない作業」を狙うことです。立ち上げと安定化が進みやすくなります。
代表的なシステム構成(3パターン)
パターンA:シンプル投入払出(最短で省人化)
まず省人化を急ぐ場合は、投入払出の張り付きを外すところから始めるのが現実的です。
- ワークストッカ(供給棚/一時置き)
- 協働ロボット(投入・払出)
- 簡易位置決め治具(ロケート)
この構成で、作業者1名が複数台を見る体制を狙いやすくなります。夜間無人は、次のステップで停止要因を潰していくほうが失敗しにくいです。
パターンB:前後工程連携(洗浄・刻印・検査へ展開)
ストッカでバッファを確保しつつ、洗浄・測定・刻印・梱包などの前後工程へ受け渡しを広げる構成です。
重要なのは、MCの前後に「止まりどころ(バッファ)」を設計し、前後が詰まってもMCを止めにくくすることです。自動化の安定度が上がります。
パターンC:治具(パレット)交換まで含めた段取り自動化
多品種少量で効くのが、治具(またはパレット)交換まで含めた自動化です。
- 品種別の治具・パレットをストッカに格納する
- 協働ロボットが治具交換(またはパレット交換)を行う
- 品種トラッキングと加工条件呼び出しを連動する
ただし、いきなりフルで狙うと運用が複雑になりがちです。段階的に拡張できる設計にしておくと、現場定着しやすくなります。
設計で押さえるべき技術ポイント(失敗しないために)
ワーク姿勢・把持・位置決め
協働ロボットは、速度よりも再現性が重要です。ストッカ側で姿勢を揃えられるほど、立ち上げが楽になります。
- “決まる治具”を用意できるなら、ビジョン(画像認識)を減らせます
- “決まらない供給”が残るなら、ビジョン+補正を前提にする必要があります
切粉・クーラント・ミスト対策
MC周りは環境が厳しいため、協働ロボットでも対策が必要です。
- 飛散対策(カバー、エアブロー、排気)
- グリッパの防滴・防汚、把持面の詰まり対策
- チップ噛み込みによる位置ズレの抑制
ワーク認識(2D/3D)とトレーサビリティ
多品種ほど「何がどこにあるか」が重要です。ストッカの棚番管理と品種ID、加工プログラムを紐付けておくと、夜間停止を減らしやすくなります。
- ストッカの棚番管理
- 品種IDと加工プログラムの紐付け
- OK/NGの分岐(測定値連動など)
安全(リスクアセスメント)と停止時復旧の運用
自動化は「動くこと」だけでなく、止まった時に復旧できることが品質です。異常時の復旧手順、誰がどこまで対応するか、復旧に必要な治具や手順まで、上流で運用定義しておくと現場定着しやすくなります。
導入の進め方(後戻りを減らす考え方)
ワークストッカ×協働ロボットは、設備単体ではなく「運用の仕組み」です。後戻りを減らすには、仕様定義→設計→テスト→現地総合→ユーザーテストの流れで、節目ごとに合意形成して進めることが重要です。
仕様定義で「運用」を先に固める
- 段取り替え頻度はどれくらいか
- ワーク供給は誰がいつ補充するか
- 箱替え・パレット交換はどうするか
- トラブル時に止めて復旧できる人は誰か
ここが曖昧だと「導入したけど回らない」になりやすいです。
テスト仕様とユーザーテストを先に書く
夜間無人を狙うほど、正常系だけでなく異常系(ワーク欠品、掴み損ね、工具寿命、測定NGなど)を想定し、停止時にどう復旧できるかまで含めて確認しておく必要があります。
分割検収でリスクと投資を分散する
仕様定義完了、基本設計完了、出荷前テスト完了など、節目で評価して進めると、投資とリスクを抑えやすくなります。
投資対効果の考え方(稼働率と段取りをKPIにする)
自動化の効果を「省人化(人員削減)」だけで見ると判断がぶれやすいです。以下のKPIを分けて評価することをおすすめします。
- 稼働率:機械が止まっている理由の可視化
- 段取り時間:品種切替の頻度×時間
- 夜間停止回数:異常系の潰し込み進捗
ワークストッカはこれらに直結します。供給と払出のばらつきを吸収できるほど、夜間の停止回数が下がり、結果として人が張り付く時間が減ります。
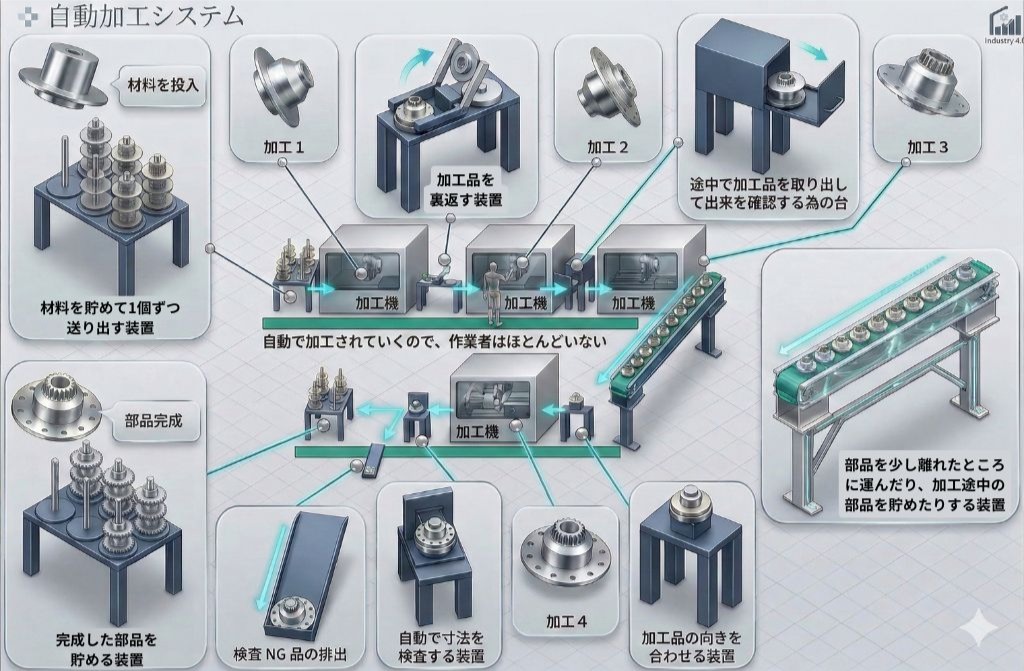
テキスト図解:ワークストッカ×協働ロボットの全体像
[前工程] → (供給) → [ワークストッカ:バッファ/棚番管理]
↓
[協働ロボット]
↓
[300番台MC:加工]
↓
[協働ロボット]
↓
[ワークストッカ:OK/NG分岐・一時置き] → (払出) → [検査/洗浄/梱包]
30番台MCは「ストッカー設計」が省人化の肝
30番台マシニングセンタの自動化・省人化は、ロボット単体の性能よりも、ワーク供給の安定化と段取り負荷の低減で決まりやすいです。
そのため、ワークストッカ×協働ロボットで、
- まず止まらない供給(バッファ設計)
- 次に段取り・付帯作業の自動化
の順で積み上げると、現場定着と夜間運転に繋がりやすくなります。
関連リンク(導入検討に役立つ情報)
FAQ(よくある質問)
Q1. 30番台MCでも協働ロボットで投入払出は可能ですか?
- A. 可能です。ワークの姿勢が安定していれば、協働ロボットでも投入払出の自動化は実現しやすいです。反対に、供給姿勢が不安定な場合は、ストッカ側の姿勢整列やビジョンの活用がポイントになります。
Q2. ワークストッカは何段・何個持てば効果が出ますか?
- A. 目標稼働時間(夜間を何時間回したいか)と、ワーク1個あたりのサイクルタイムから逆算します。夜間無人を狙うほど、供給・払出の“詰まり”を避ける余裕(バッファ)が重要です。
Q3. 多品種少量でもワークストッカ方式は成立しますか?
- A. 成立します。棚番管理と品種IDの運用設計ができるほど、多品種でも止まりにくくなります。治具・パレットを品種別に管理する構成も有効です。
Q4. 治具交換まで自動化する場合の注意点は何ですか?
- A. 交換手順の安定化と、品種トラッキング(誤投入防止)が重要です。最初からフル自動を狙わず、投入払出→品種増加→治具交換、のように段階的に拡張できる設計が定着しやすいです。
Q5. 切粉・クーラント環境で協働ロボットは運用できますか?
- A. 可能ですが、カバー、エアブロー、排気、グリッパの防滴防汚などの対策を前提に検討する必要があります。チップ噛み込みで位置ズレが出るポイントもあるため、清掃性も含めた設計が重要です。
Q6. ビジョンは必須ですか?
- A. 必須ではありません。ストッカ側でワーク姿勢と位置が決まるなら、治具側のロケートで成立することも多いです。一方、供給のばらつきが残るなら、ビジョンによる補正が有効です。
Q7. 夜間無人を実現するための“止まる要因”は何が多いですか?
- A. ワーク欠品、掴み損ね、工具寿命、切粉噛み込み、測定NGの滞留、箱替え未対応などが代表例です。異常系を潰す順番を決め、停止時復旧の運用まで設計することが重要です。
Q8. 測定(検査)工程も同時に自動化した方が良いですか?
- A. 目的次第です。加工機の稼働率を優先するなら、まず投入払出+バッファ設計を固め、その後に測定連携を追加する段階導入が現実的です。
Q9. 安全対策(リスクアセスメント)はどこから始めるべきですか?
- A. レイアウトと作業動線(人がどこまで近づくか)から始め、協働運転・停止時復旧の手順まで含めて検討します。安全は設備だけでなく運用で決まる部分も大きいです。
Q10. 導入時の仕様定義で最低限決めるべき項目は何ですか?
- A. 目標稼働時間、品種数と切替頻度、ワーク供給方法、箱替え・補充の担当とタイミング、異常時の復旧担当と復旧手順は最低限決めておくことをおすすめします。
お問い合わせ(省人化・自動化の構想整理から対応)
30番台マシニングセンタの自動化は、「ロボット選定」よりも先に、ワーク供給・払出・段取りの運用設計で成果が決まりやすいです。株式会社トライテクスでは、ワークストッカ×協働ロボットを前提に、現場レイアウト・治具方針・棚番管理・異常時復旧まで含めた構想整理からご支援しています。「まずは投入払出から」「夜間無人まで伸ばしたい」「多品種で止まりやすい」など、現状の課題を共有いただければ、最短ルートの構成案をご提案します。お問い合わせフォームよりご相談ください。
